
Qué materiales minimizan errores durante la impresión 3D
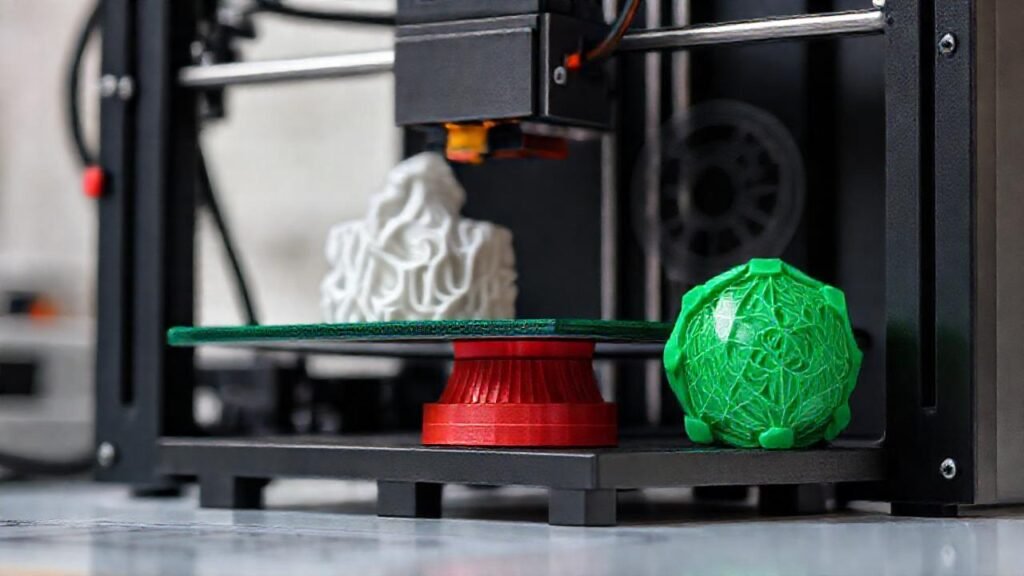
La impresión 3D se ha convertido en una herramienta indispensable en diversos campos, desde la ingeniería hasta el diseño artístico. Sin embargo, lograr una impresión de calidad requiere más que solo tener una impresora 3D; la elección del material adecuado juega un papel fundamental en la minimización de errores y el éxito del proyecto. Un material mal elegido puede dar lugar a deformaciones, fallos de adhesión o incluso a la imposibilidad de completar la impresión.
En este artículo, exploraremos las propiedades de diferentes materiales y las estrategias para seleccionar aquellos que reduzcan la probabilidad de errores durante la impresión 3D. Nos centraremos en cómo las características inherentes de cada material, como su contracción, temperatura de impresión y adherencia, afectan el resultado final y cómo podemos optimizar la configuración de la impresora para cada uno de ellos. Analizaremos opciones comunes y sus aplicaciones, ofreciendo consejos prácticos para lograr impresiones precisas y fiables.
Contenido
PLA: La opción para principiantes
El PLA (ácido poliláctico) es, sin duda, el material más popular para empezar en el mundo de la impresión 3D debido a su sencillez. Su baja temperatura de impresión y baja contracción lo hacen ideal para aquellos que están aprendiendo, reduciendo significativamente la posibilidad de deformaciones. Además, es biodegradable, lo que lo convierte en una opción más ecológica en comparación con otros plásticos.
Una de las ventajas del PLA es su excelente capacidad para mostrar detalles finos, lo que lo convierte en la opción predilecta para figuras y modelos que requieren precisión. No obstante, su punto de fusión relativamente bajo puede limitar su uso en aplicaciones que requieran resistencia a altas temperaturas o durabilidad a largo plazo en ambientes cálidos. La buena ventilación durante la impresión es vital para evitar deformaciones por acumulación de calor.
Para minimizar errores con PLA, asegúrate de utilizar una cama caliente a una temperatura entre 60-70°C y mantener una velocidad de impresión moderada. La adherencia a la cama es crucial; el uso de una capa de imprimación adecuada, como laca para el cabello o una lámina PEI, garantiza una primera capa sólida y reduce el riesgo de que la pieza se desprenda durante la impresión.
ABS: Durabilidad y resistencia
El ABS (acrilonitrilo butadieno estireno) es conocido por su alta resistencia al impacto y su durabilidad, lo que lo hace adecuado para piezas funcionales que necesitan soportar estrés y desgaste. Se usa comúnmente en la fabricación de carcasas, piezas de automoción y juguetes. A diferencia del PLA, el ABS puede ser post-procesado con suavizantes químicos para mejorar su acabado superficial.
Sin embargo, el ABS presenta desafíos significativos durante la impresión. Su alta temperatura de impresión y su tendencia a la contracción hacen que sea más propenso a deformaciones y al warping. Es crucial utilizar una impresora con una cámara cerrada para mantener una temperatura constante alrededor de la pieza durante la impresión.
La clave para minimizar errores con ABS radica en el control de la temperatura y la adherencia a la cama. Asegúrate de calentar la cama a una temperatura entre 100-110°C y utilizar una imprimación específica para ABS o una cama de PEI bien mantenida. Una velocidad de impresión más lenta también ayuda a reducir la tensión interna en la pieza y prevenir deformaciones.
PETG: El equilibrio perfecto
El PETG (tereftalato de polietileno glicolizado) se ha convertido en una alternativa popular tanto al PLA como al ABS, ofreciendo un equilibrio entre facilidad de impresión y buenas propiedades mecánicas. Es más resistente que el PLA, menos propenso a deformaciones que el ABS, y presenta buena resistencia química y a la humedad.
Una de las ventajas del PETG es su versatilidad; se puede utilizar en una amplia gama de aplicaciones, desde prototipos funcionales hasta piezas finales. Su buena adherencia entre capas lo hace ideal para piezas que requieren estanqueidad. Además, su baja emisión de olores durante la impresión lo hace más agradable de usar en espacios cerrados.
Para optimizar la impresión con PETG, es importante encontrar la temperatura adecuada para tu impresora y filamento específicos. Generalmente, se recomienda una temperatura de cama entre 70-80°C y una temperatura de boquilla entre 230-250°C. Experimentar con la velocidad de impresión y la retracción también puede mejorar la calidad y reducir errores como el stringing.
Nylon: Flexibilidad y resistencia al desgaste

El Nylon, conocido por su alta flexibilidad y resistencia al desgaste, es ideal para piezas que requieren resistencia al impacto, fricción y productos químicos. Se utiliza comúnmente en la fabricación de engranajes, rodamientos, bisagras y otras piezas móviles. Su capacidad para absorber humedad lo convierte en un material desafiante para imprimir.
Debido a su alta sensibilidad a la humedad, el Nylon debe almacenarse en un ambiente seco y, preferiblemente, imprimirse utilizando un secador de filamentos o una impresora con un sistema de secado integrado. La humedad absorbida puede provocar burbujas, fallos de adherencia y una mala calidad de la impresión. El uso de una boquilla de acero endurecido es recomendable, ya que el nylon puede desgastar rápidamente las boquillas de latón.
La clave para imprimir con éxito Nylon es mantener la temperatura de impresión alta (generalmente entre 240-260°C) y utilizar una cama caliente a una temperatura entre 80-100°C. Una buena adherencia a la cama es fundamental; se recomienda utilizar una imprimación específica para Nylon o una lámina PEI con un adhesivo adicional. La ventilación adecuada también es importante para evitar el sobrecalentamiento y las deformaciones.
TPU: El material flexible
El TPU (poliuretano termoplástico) es un material flexible que ofrece una excelente resistencia a la abrasión, al impacto y a la torsión. Es ideal para crear piezas blandas, como amortiguadores, guantes, suelas de zapatos y otros productos que requieren flexibilidad y durabilidad. Imprimir con TPU puede ser un desafío debido a su flexibilidad y su tendencia a enrollarse en la boquilla.
La impresión con TPU requiere una velocidad de impresión lenta para evitar que el filamento se enrolle alrededor de la boquilla o se atasque. Una temperatura de impresión entre 210-230°C y una temperatura de cama entre 40-60°C suelen ser adecuadas. Es fundamental ajustar la retracción para minimizar el stringing y los atascos.
Para minimizar errores con TPU, se recomienda utilizar una impresora con un sistema de alimentación directa (direct drive), que permite un control más preciso del filamento. Utilizar una boquilla de mayor diámetro también puede ayudar a prevenir atascos. La paciencia es clave al imprimir con TPU, ya que requiere una cuidadosa calibración y un monitoreo constante.
Conclusión
La elección del material adecuado es un factor crítico para el éxito de cualquier impresión 3D. Considerar las propiedades de cada material, como su temperatura de impresión, contracción, resistencia y flexibilidad, es fundamental para evitar errores y obtener resultados de calidad. Experimentar con diferentes materiales y configuraciones de la impresora te ayudará a determinar la mejor combinación para tu proyecto específico.
Recuerda que, más allá de la elección del material, una buena preparación del modelo, una calibración adecuada de la impresora y un monitoreo constante durante la impresión son esenciales para minimizar errores y maximizar las posibilidades de la impresión 3D. La práctica y la experimentación son las claves para dominar esta tecnología y crear piezas innovadoras y funcionales.
Qué desventajas puede experimentar el filamento PLA en contacto con alcohol
Qué nuevos softwares están facilitando el diseño en impresión 3D

Qué materiales son biodegradables en impresión 3D y cuáles son sus usos

Existen productos comerciales de filamentos reciclados certificados para impresión
Cuál es la elasticidad del filamento ABS impreso en 3D

Qué materiales permiten imprimir objetos flexibles y duraderos
Deja una respuesta
Gestionar consentimiento de cookies
Funcional Siempre activo
El almacenamiento o acceso técnico es estrictamente necesario para el propósito legítimo de permitir el uso de un servicio específico explícitamente solicitado por el abonado o usuario, o con el único propósito de llevar a cabo la transmisión de una comunicación a través de una red de comunicaciones electrónicas.
Preferencias
El almacenamiento o acceso técnico es necesario para la finalidad legítima de almacenar preferencias no solicitadas por el abonado o usuario.
Estadísticas
El almacenamiento o acceso técnico que es utilizado exclusivamente con fines estadísticos.
El almacenamiento o acceso técnico que se utiliza exclusivamente con fines estadísticos anónimos. Sin un requerimiento, el cumplimiento voluntario por parte de tu proveedor de servicios de Internet, o los registros adicionales de un tercero, la información almacenada o recuperada sólo para este propósito no se puede utilizar para identificarte.
Marketing
El almacenamiento o acceso técnico es necesario para crear perfiles de usuario para enviar publicidad, o para rastrear al usuario en una web o en varias web con fines de marketing similares.
Relacionado