
Por qué mi impresora 3D produce hilos o «stringing»
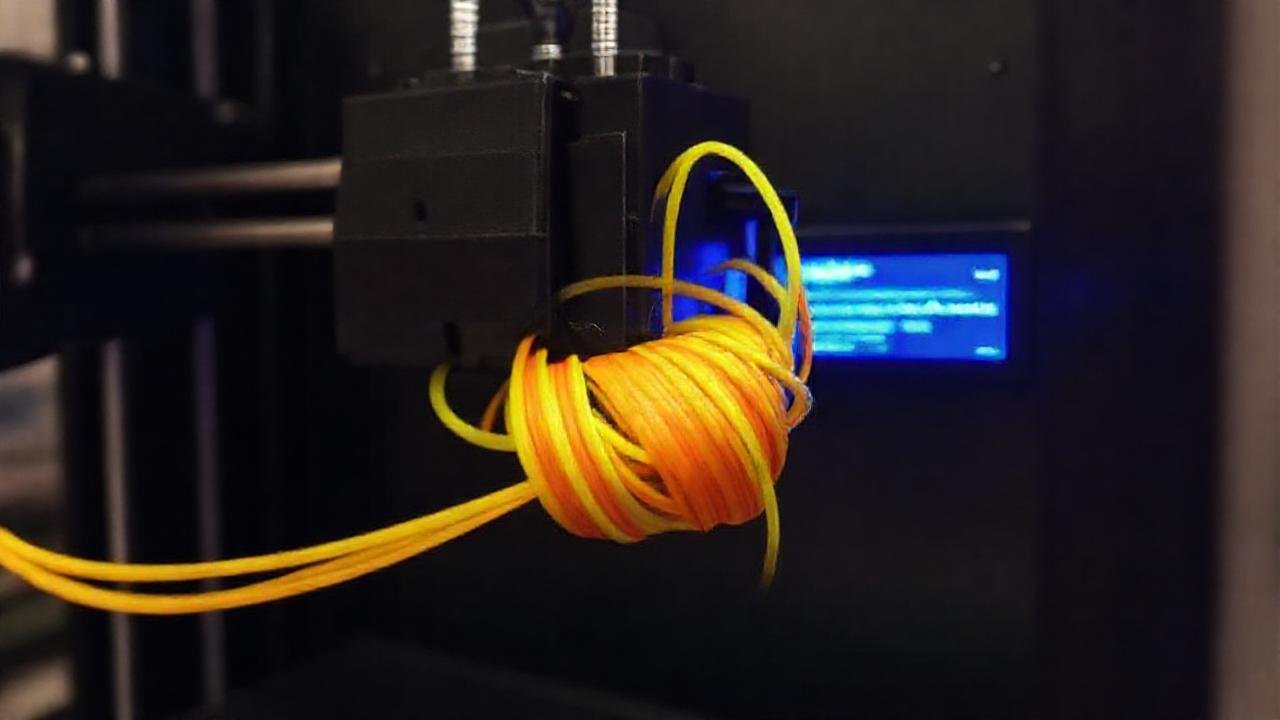
El “stringing”, o la formación de hilos de plástico entre las partes de la impresión, es un problema común que frustra a muchos usuarios de impresoras 3D, especialmente a los principiantes. Aunque puede parecer un defecto menor, es indicativo de que algo no está del todo bien en la configuración de la impresora o en la gestión del material. El stringing afecta la estética de la pieza final y, en casos severos, puede requerir un post-procesado considerable.
Entender las causas del stringing es el primer paso para solucionarlo. No siempre es un problema de la impresora en sí misma, sino más bien una cuestión de ajuste fino de los parámetros de impresión. Afortunadamente, existen varias soluciones que puedes implementar para minimizar o eliminar este problema, permitiéndote obtener impresiones más limpias y profesionales.
Contenido
Temperatura de la boquilla
La temperatura de la boquilla es un factor crucial en la formación de stringing. Si la temperatura es demasiado alta, el filamento se mantendrá más fluido y será más propenso a gotear durante los desplazamientos entre las partes de la impresión. Reducir gradualmente la temperatura en incrementos de 5°C puede ayudar a disminuir el stringing sin comprometer la adhesión de las capas.
Es importante considerar el tipo de filamento que estás utilizando, ya que cada material tiene su rango de temperatura óptimo. Los filamentos PLA, por ejemplo, suelen imprimirse a temperaturas más bajas que los ABS o el PETG. Consulta las recomendaciones del fabricante del filamento para establecer un punto de partida adecuado.
Experimenta con la temperatura, pero ten cuidado de no bajarla demasiado, ya que esto puede generar problemas de adherencia entre capas y obstrucciones en la boquilla. Presta atención a cómo cambia la calidad de la impresión con cada ajuste y utiliza pruebas de stringing para visualizar los resultados.
Velocidad de retracción
La velocidad de retracción determina la rapidez con la que el filamento se retira de la boquilla durante los desplazamientos. Una velocidad demasiado baja puede permitir que el plástico gotee, mientras que una velocidad excesiva puede causar que el filamento se rompa o se atasque. Encontrar el equilibrio es esencial.
Comienza probando con velocidades de retracción moderadas, de alrededor de 25-40 mm/s, y ajusta gradualmente según sea necesario. Observa si el stringing disminuye o si aparecen otros problemas, como que el filamento se rompa durante la retracción. La velocidad ideal dependerá de tu impresora, filamento y configuración de boquilla.
Prestar atención al sonido de la impresora durante la retracción también puede ser útil. Un sonido suave y constante indica que el filamento se está retirando sin problemas, mientras que un sonido chirriante o de "clic" puede indicar una retracción demasiado rápida.
Distancia de retracción
La distancia de retracción es la cantidad de filamento que se retira de la boquilla durante los desplazamientos. Una distancia insuficiente puede no ser suficiente para detener el flujo de plástico, dando lugar a stringing. Por el contrario, una distancia excesiva puede aumentar el riesgo de obstrucciones.
Comienza con una distancia de retracción de 3-5 mm y ajústala gradualmente. Los sistemas Bowden, que tienen un tubo más largo entre el extrusor y la boquilla, generalmente requieren distancias de retracción mayores que los sistemas directos, donde el extrusor está montado directamente sobre la boquilla.
Es importante recordar que la distancia de retracción óptima puede variar en función del tipo de filamento y la geometría de la impresión. Realiza pruebas y observa los resultados para encontrar el valor ideal para tu configuración.
Flujo y ancho de línea
El flujo, o la cantidad de plástico extruido, y el ancho de línea trabajan en conjunto para determinar la cantidad de material depositado. Un flujo excesivo o un ancho de línea demasiado grande pueden aumentar la probabilidad de stringing, ya que hay más plástico disponible para gotear.
Reducir ligeramente el flujo (por ejemplo, en un 5-10%) puede ayudar a disminuir el stringing sin afectar significativamente la calidad de la impresión. Ajustar el ancho de línea también puede ser útil, especialmente si estás imprimiendo piezas con detalles finos.
Verifica que el eje Z esté correctamente calibrado, ya que una altura de capa incorrecta puede afectar el flujo de plástico y contribuir al stringing. Asegúrate de que la primera capa esté bien adherida a la cama de la impresora.
Humedad del filamento
La humedad es un enemigo silencioso de la impresión 3D. Los filamentos hidroscópicos, como el PLA, ABS y el nylon, absorben la humedad del aire, lo que puede hacer que el plástico se vuelva más propenso a gotear y producir stringing. Mantener el filamento seco es fundamental.
Almacena el filamento en un recipiente hermético con desecante (como gel de sílice) para protegerlo de la humedad. Si sospechas que tu filamento está húmedo, puedes secarlo en un horno o con un desecador de filamentos especializado. Un filamento seco produce resultados de impresión mucho más consistentes y limpios.
Incluso si no te percatas de la humedad, es una buena práctica secar el filamento nuevo antes de usarlo, especialmente si vives en un clima húmedo.
Conclusión
El stringing en la impresión 3D no es un problema insuperable. Con un poco de paciencia y experimentación, puedes ajustar la configuración de tu impresora para minimizar o eliminar este defecto común. Recuerda que cada impresora y filamento son únicos, por lo que es crucial encontrar los parámetros óptimos para tu configuración específica.
La clave para solucionar el stringing reside en comprender las causas subyacentes y ajustar los parámetros de impresión de forma sistemática. Realiza pruebas, observa los resultados y no tengas miedo de experimentar con diferentes configuraciones hasta que obtengas las impresiones limpias y profesionales que deseas.
Cómo ajustar los parámetros para optimizar la impresión con ABS

Cómo crear un sistema de enfriamiento eficiente con componentes caseros
Qué técnicas hay para limpiar y desinfectar la impresora 3D después de uso

Cómo reducir el grosor de paredes para gastar menos material

Qué pasos seguir para lijar y preparar un modelo 3D para sellar

Cómo mejorar la adherencia cuando se trabaja con filamentos flexible
Deja una respuesta
Gestionar consentimiento de cookies
Funcional Siempre activo
El almacenamiento o acceso técnico es estrictamente necesario para el propósito legítimo de permitir el uso de un servicio específico explícitamente solicitado por el abonado o usuario, o con el único propósito de llevar a cabo la transmisión de una comunicación a través de una red de comunicaciones electrónicas.
Preferencias
El almacenamiento o acceso técnico es necesario para la finalidad legítima de almacenar preferencias no solicitadas por el abonado o usuario.
Estadísticas
El almacenamiento o acceso técnico que es utilizado exclusivamente con fines estadísticos.
El almacenamiento o acceso técnico que se utiliza exclusivamente con fines estadísticos anónimos. Sin un requerimiento, el cumplimiento voluntario por parte de tu proveedor de servicios de Internet, o los registros adicionales de un tercero, la información almacenada o recuperada sólo para este propósito no se puede utilizar para identificarte.
Marketing
El almacenamiento o acceso técnico es necesario para crear perfiles de usuario para enviar publicidad, o para rastrear al usuario en una web o en varias web con fines de marketing similares.
Relacionado