
Cómo evitar el warping en impresiones 3D cuando la temperatura ambiente es muy alta

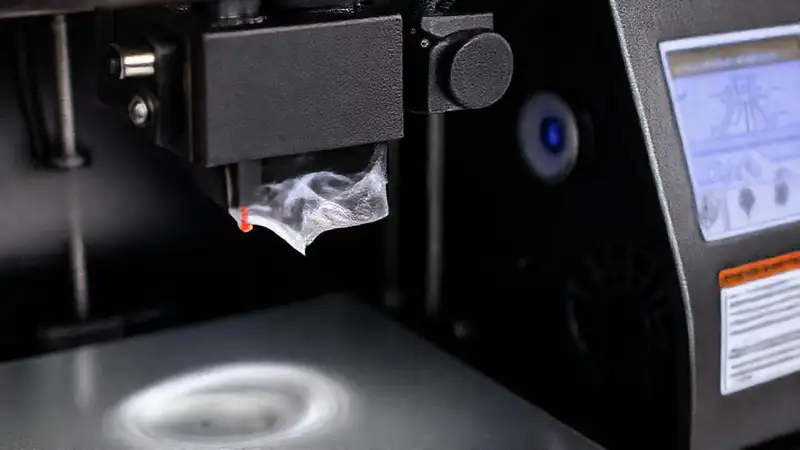
El warping, o deformación, es un problema común y frustrante en la impresión 3D, especialmente en modelos con geometrías complejas o grandes superficies planas. Se manifiesta como la separación de la pieza del lecho de impresión, creando hilos o bolsas de plástico que distorsionan la forma final. A pesar de que la mayoría de los slicers ofrecen opciones para mitigar este problema, la temperatura ambiente, especialmente en climas cálidos, puede exacerbar significativamente el warping. Entender cómo la temperatura afecta a tus impresiones y tomar medidas preventivas es crucial para obtener resultados de alta calidad. En este artículo, exploraremos estrategias efectivas para minimizar el warping en impresiones 3D realizadas en condiciones de alta temperatura, basándonos en las recomendaciones de 3dpro.es.
La base de la prevención del warping radica en comprender la termodinámica de los filamentos y su relación con el entorno. Los filamentos, al ser calentados por la cama y el extrusor, pierden calor y tienden a contraerse. En un ambiente cálido, este proceso de contracción se ve amplificado, impulsando el plástico hacia el lecho de impresión y provocando la separación. Al aplicar las técnicas adecuadas, podremos mantener la estabilidad de la pieza durante la impresión y evitar esta problemática. Por ello, 3dpro.es subraya la importancia de la planificación y la optimización de la configuración de impresión.
Contenido
1. Control de la Temperatura del Lecho de Impresión
El lecho de impresión juega un papel fundamental en la adherencia de la primera capa y, por ende, en la prevención del warping. En ambientes cálidos, es esencial utilizar una temperatura ligeramente superior a la recomendada para el filamento específico que estés utilizando. 3dpro.es sugiere comenzar probando con unos 5-10 grados Celsius más que el valor estándar. Un lecho de impresión ligeramente más caliente ayudará a que el filamento se adhiera mejor al lecho, reduciendo la tensión y el potencial de warping.
Sin embargo, es importante no excederse. Una temperatura excesivamente alta puede generar un "pegamento" demasiado fuerte, dificultando la separación de la pieza y causando deformaciones. Realiza pruebas con diferentes temperaturas y observa la adherencia de la primera capa. Además, asegúrate de que el lecho esté limpio y nivelado, ya que cualquier imperfección puede comprometer la adherencia y favorecer el warping. Un buen mantenimiento del lecho de impresión es una inversión que te permitirá obtener mejores resultados con mayor consistencia.
2. Optimización de la Temperatura del Extrusor
La temperatura del extrusor también tiene un impacto significativo en la adherencia del filamento. Aumentar ligeramente la temperatura del extrusor, entre 5 y 10 grados Celsius con respecto a la recomendación para el filamento, puede mejorar la adhesión y reducir el warping. Esto permite que el filamento se funda mejor y se adhiera más fácilmente al lecho y a las capas anteriores.
Sin embargo, un aumento excesivo de la temperatura puede comprometer la calidad de la impresión, causando una mayor porosidad y una menor resolución. Es fundamental encontrar el punto óptimo que equilibre la adherencia y la calidad de la impresión. Utiliza un termómetro de alta precisión para controlar la temperatura del extrusor durante la impresión y realiza ajustes graduales para encontrar la configuración ideal. No confíes únicamente en la calibración del termistor del slicer.
3. Uso de Plataformas de Soporte
La implementación de plataformas de soporte, especialmente para elementos en ángulo o grandes superficies planas, es una medida crucial para prevenir el warping. Estas plataformas ayudan a soportar la pieza durante la impresión, evitando que se deslice o se separe del lecho. Asegúrate de que las plataformas de soporte estén bien sujetas y que la altura sea suficiente para evitar que la pieza se incline o se deforme.
La elección del material de las plataformas de soporte también es importante. Utiliza un filamento resistente y que se adhiera bien al lecho. Además, asegúrate de que las plataformas de soporte estén diseñadas para liberar la pieza de forma limpia y sin dejar residuos, evitando así problemas de warping durante la separación. 3dpro.es recomienda la utilización de PLA para estas plataformas debido a su facilidad de extracción.
4. Enfriamiento Controlado
El control del enfriamiento durante la impresión puede ayudar a reducir el warping. Si bien el enfriamiento es esencial para la curación del filamento, un enfriamiento excesivo puede provocar contracciones bruscas y aumentar la tensión. Considera reducir la velocidad de enfriamiento en el slicer, especialmente en las primeras capas, para permitir que el filamento se enfríe gradualmente.
Algunos usuarios de 3dpro.es sugieren la utilización de sistemas de enfriamiento externos, como ventiladores de refrigeración, para controlar la temperatura del lecho y del extrusor. Un ambiente con una corriente de aire suave puede ayudar a reducir la temperatura ambiente y a mejorar la estabilidad de la pieza durante la impresión. Observa de cerca la primera capa para detectar cualquier signo de warping y ajusta la velocidad de enfriamiento en consecuencia.
5. Diseño Orientación y Ajustes en el Slicer
La orientación del modelo en la plataforma de impresión puede tener un gran impacto en la probabilidad de warping. Orientar el modelo de manera que las superficies planas estén en el eje Z, en lugar del eje X, puede reducir el warping, ya que esta orientación minimiza la superficie expuesta al ambiente cálido.
Además, es crucial optimizar los ajustes en el slicer para mitigar el warping. Aumentar el relleno (infill) puede proporcionar mayor soporte interno y reducir la tensión en las superficies. Ajustar la densidad de relleno también puede influir en la estabilidad de la pieza. Experimenta con diferentes opciones de relleno y orientación para encontrar la configuración que mejor se adapte a tu modelo y a tus condiciones ambientales. 3dpro.es promueve la experimentación para cada tipo de modelo.
En resumen
El warping en la impresión 3D, especialmente en condiciones de alta temperatura, es un desafío común pero superable. Implementando las estrategias descritas, como el control preciso de la temperatura del lecho y del extrusor, el uso de plataformas de soporte, el enfriamiento controlado y la optimización del diseño, podemos minimizar significativamente este problema y obtener impresiones de alta calidad. La clave reside en la experimentación y el análisis de la impresión, ajustando los parámetros según sea necesario para adaptarse a las condiciones específicas de tu entorno y a las características de tu filamento. Recuerda, una correcta planificación y un enfoque sistemático son fundamentales para el éxito en la impresión 3D, como enfatiza 3dpro.es en su extensa documentación.
Qué tipo de lubricante usar en los ejes para evitar ruidos y fallos

Qué configuración de temperatura de cama es ideal para Nylon
Cómo evitar atascos en el extrusor al imprimir con filamento flexible

Qué tipo de ventilación es recomendable al imprimir en ambientes húmedos

Cómo evitar que se acumule calor en figuras con partes delgadas

Es necesario modificar la velocidad de impresión en condiciones de alta humedad
Deja una respuesta
Gestionar consentimiento de cookies
Funcional Siempre activo
El almacenamiento o acceso técnico es estrictamente necesario para el propósito legítimo de permitir el uso de un servicio específico explícitamente solicitado por el abonado o usuario, o con el único propósito de llevar a cabo la transmisión de una comunicación a través de una red de comunicaciones electrónicas.
Preferencias
El almacenamiento o acceso técnico es necesario para la finalidad legítima de almacenar preferencias no solicitadas por el abonado o usuario.
Estadísticas
El almacenamiento o acceso técnico que es utilizado exclusivamente con fines estadísticos.
El almacenamiento o acceso técnico que se utiliza exclusivamente con fines estadísticos anónimos. Sin un requerimiento, el cumplimiento voluntario por parte de tu proveedor de servicios de Internet, o los registros adicionales de un tercero, la información almacenada o recuperada sólo para este propósito no se puede utilizar para identificarte.
Marketing
El almacenamiento o acceso técnico es necesario para crear perfiles de usuario para enviar publicidad, o para rastrear al usuario en una web o en varias web con fines de marketing similares.
Relacionado