
Por qué el acabado en impresión 3D no es liso o suave
La impresión 3D se ha convertido en una herramienta poderosa para la creación rápida de prototipos y la fabricación de objetos personalizados. Sin embargo, obtener un acabado superficial liso y suave a menudo puede ser un desafío, especialmente para los principiantes. A pesar de la creciente sofisticación de las impresoras y materiales, varios factores pueden contribuir a imperfecciones en la superficie de las piezas impresas.
Uno de los aspectos cruciales para el éxito en la impresión 3D radica en la capacidad de identificar y resolver los problemas más comunes. Estos problemas, que van desde el warping hasta el stringing, no solo afectan la estética del objeto, sino también su funcionalidad y precisión dimensional. Este artículo explorará las causas de estos problemas y ofrecerá soluciones prácticas para lograr resultados más profesionales.
Contenido
Problemas de Adherencia a la Cama
La adherencia a la cama es fundamental para una impresión exitosa. Una mala adhesión puede resultar en warping, que es la deformación de la pieza a medida que se enfría, creando bordes irregulares y superficies curvadas. Esto ocurre porque la pieza se contrae al enfriarse y, si no está suficientemente adherida, se despega de la cama.
Para mejorar la adherencia, es esencial preparar correctamente la superficie de la cama. Se pueden utilizar diferentes métodos como aplicar una capa de pegamento en barra, laca para el cabello, o cinta de carrocero. La elección del método dependerá del material que se esté imprimiendo y del tipo de cama que se utilice. Otro factor importante es la temperatura de la cama, que debe estar ajustada adecuadamente para el material específico.
Asegúrate además de que la cama esté nivelada. Una cama desnivelada puede provocar áreas de mala adherencia, resultando en deformaciones y fallos en la impresión. Utiliza un papel o una herramienta de nivelación para verificar y ajustar la altura de los cuatro rincones de la cama.
Stringing o Filamentos Sueltos
El stringing, o la formación de hebras de filamento entre las distintas partes de la pieza, es un problema común que se ve con frecuencia en la impresión 3D. Esto ocurre cuando el filamento sigue fluyendo a través de la boquilla mientras el cabezal de impresión se desplaza entre las secciones del diseño, creando esos hilos indeseables.
La temperatura de la boquilla es un factor crucial en el stringing. Una temperatura demasiado alta puede causar que el filamento permanezca líquido durante más tiempo, aumentando la probabilidad de que se produzcan hilos. Ajusta la temperatura de la boquilla en incrementos de 5 grados Celsius hasta encontrar el punto óptimo para tu filamento.
Además de la temperatura, la retracción también juega un papel importante. La retracción es el proceso de tirar ligeramente el filamento hacia atrás en la boquilla para detener el flujo cuando no está extrayendo material. Experimenta con la distancia y la velocidad de retracción en tu software de laminado para minimizar el stringing.
Capas Desalineadas o Efecto "Ghosting"
Las capas desalineadas, a menudo descritas como un efecto de "ghosting", se manifiestan como ligeras irregularidades o ecos de características en la superficie de la pieza. Esto indica que el cabezal de impresión no está manteniendo una posición consistente entre las capas. Este problema puede deberse a varias causas.
Una de las causas más comunes es la holgura en el sistema de movimiento de la impresora. Verifica que los ejes X, Y y Z estén bien apretados y que las correas no estén flojas. Un mantenimiento regular y la lubricación de los rieles y rodamientos pueden ayudar a prevenir este problema.
La velocidad de impresión también puede influir en la calidad de las capas. Una velocidad de impresión demasiado alta puede causar vibraciones y errores de posicionamiento. Reduce la velocidad de impresión, especialmente para las capas exteriores, para mejorar la precisión.
Warping Extremo o Desprendimiento Total

El warping extremo, donde la pieza se despega completamente de la cama, es una frustración común, especialmente al imprimir con materiales como el ABS. Este problema suele ser el resultado de una combinación de factores, incluyendo una mala adherencia, cambios bruscos de temperatura y tensiones internas en la pieza.
Para prevenir el warping extremo, considera utilizar una impresora con una cámara cerrada. Una cámara cerrada ayuda a mantener una temperatura ambiente más constante alrededor de la pieza, reduciendo el estrés térmico y la contracción. También puedes utilizar materiales con una menor tendencia al warping, como el PLA, si es apropiado para tu aplicación.
Además, el diseño de la pieza puede afectar su susceptibilidad al warping. Evita diseños con grandes áreas planas y esquinas afiladas, ya que estos son puntos débiles donde el warping es más probable que ocurra. Añade brimas o bordes alrededor de la base de la pieza para aumentar la superficie de contacto con la cama.
Problemas con la Calidad del Filamento
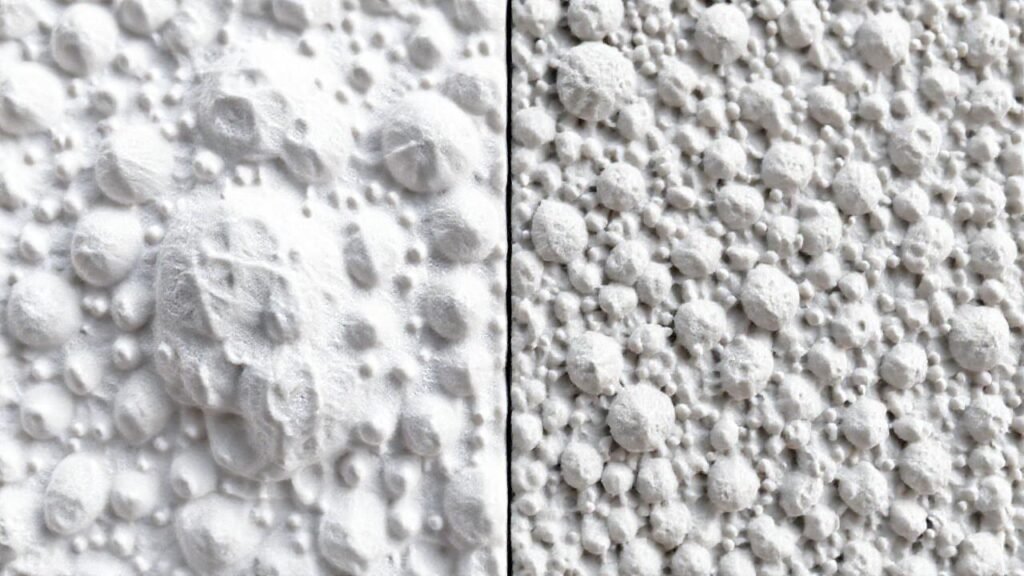
La calidad del filamento es un factor que a menudo se pasa por alto, pero que puede tener un impacto significativo en el acabado de la impresión. Un filamento de mala calidad puede contener humedad, impurezas o variaciones en el diámetro, lo que puede causar problemas como burbujas, obstrucciones y una superficie irregular.
Asegúrate de almacenar tu filamento en un lugar seco y hermético para evitar la absorción de humedad. La humedad en el filamento puede provocar burbujas y una mala adherencia de las capas. Utiliza un desecante, como silica gel, para mantener el filamento seco. Antes de usar un rollo de filamento que ha estado expuesto a la humedad, considera secarlo con un desecador o un horno especial para filamentos.
Finalmente, considera la reputación del fabricante del filamento. Los filamentos de marcas reconocidas suelen tener un control de calidad más estricto, lo que reduce el riesgo de problemas.
Conclusión
Lograr un acabado liso y suave en la impresión 3D requiere una comprensión profunda de los diferentes factores que pueden influir en el resultado final. Desde la adherencia a la cama y la temperatura de la boquilla hasta la calidad del filamento y el diseño de la pieza, cada elemento juega un papel crucial.
La clave para solucionar problemas en la impresión 3D es la experimentación y la paciencia. No dudes en ajustar los parámetros de tu software de laminado, probar diferentes materiales y realizar un mantenimiento regular de tu impresora. Con práctica y atención al detalle, podrás superar los desafíos y producir piezas impresas en 3D con un acabado profesional.
Cómo afecta la resistencia del objeto impreso con filamentos reciclados

Qué consideraciones de peso y resistencia deben tenerse en cuenta

Cómo preparar un archivo 3D para reducir el material de soporte

Qué consejos prácticos hay para gestionar proyectos de impresión en aula
Cómo determina el usuario qué modo de impresión es más adecuado para su proyecto
Qué pasos seguir para definir la calidad de impresión en el archivo
Deja una respuesta
Gestionar consentimiento de cookies
Funcional Siempre activo
El almacenamiento o acceso técnico es estrictamente necesario para el propósito legítimo de permitir el uso de un servicio específico explícitamente solicitado por el abonado o usuario, o con el único propósito de llevar a cabo la transmisión de una comunicación a través de una red de comunicaciones electrónicas.
Preferencias
El almacenamiento o acceso técnico es necesario para la finalidad legítima de almacenar preferencias no solicitadas por el abonado o usuario.
Estadísticas
El almacenamiento o acceso técnico que es utilizado exclusivamente con fines estadísticos.
El almacenamiento o acceso técnico que se utiliza exclusivamente con fines estadísticos anónimos. Sin un requerimiento, el cumplimiento voluntario por parte de tu proveedor de servicios de Internet, o los registros adicionales de un tercero, la información almacenada o recuperada sólo para este propósito no se puede utilizar para identificarte.
Marketing
El almacenamiento o acceso técnico es necesario para crear perfiles de usuario para enviar publicidad, o para rastrear al usuario en una web o en varias web con fines de marketing similares.
Relacionado